English
English Español
Español Français
Français

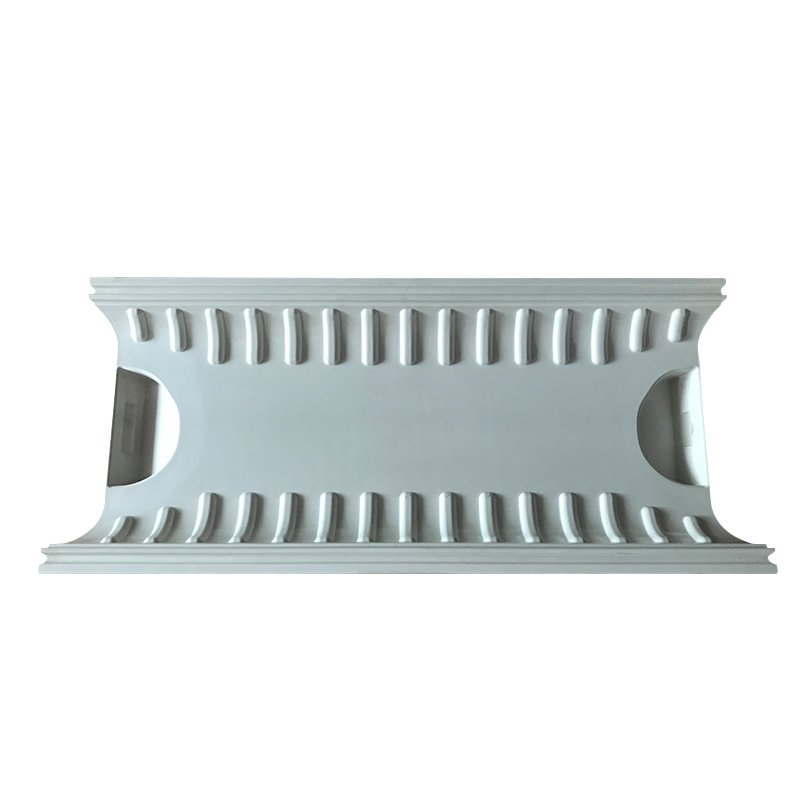

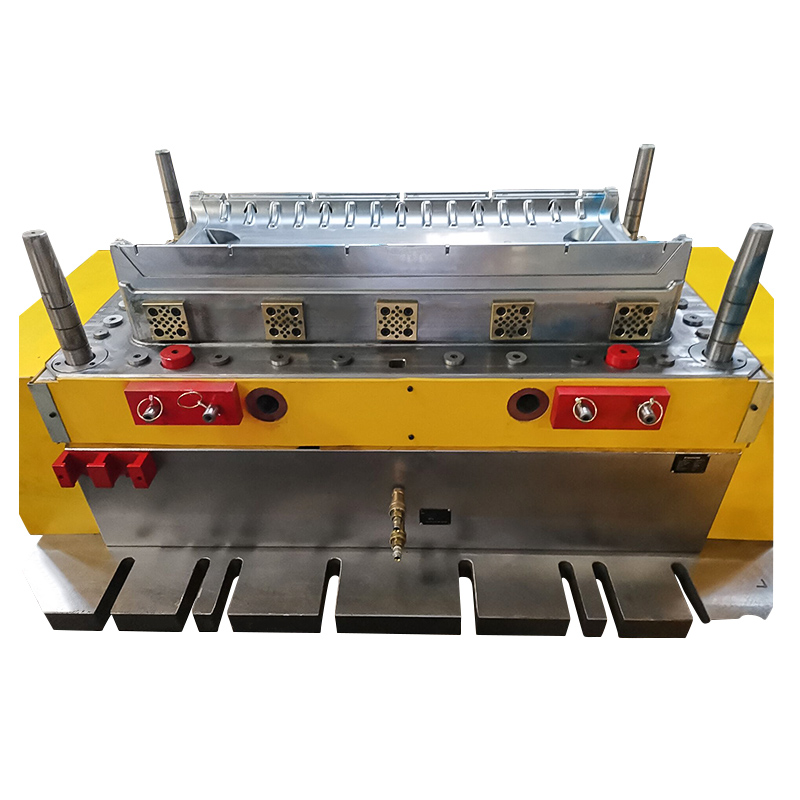

| Nome do molde: | Molde de prensa de concha SMC |
| Material do produto: | SMC |
| Molde de aço para cavidade: | 1.2344 |
| Molde de aço para núcleo: | 1.2311 |
| Aço para base do molde: | XC48 |
| Superfície: | Chorme |
| Opção de aquecimento: | aquecimento de óleo térmico |
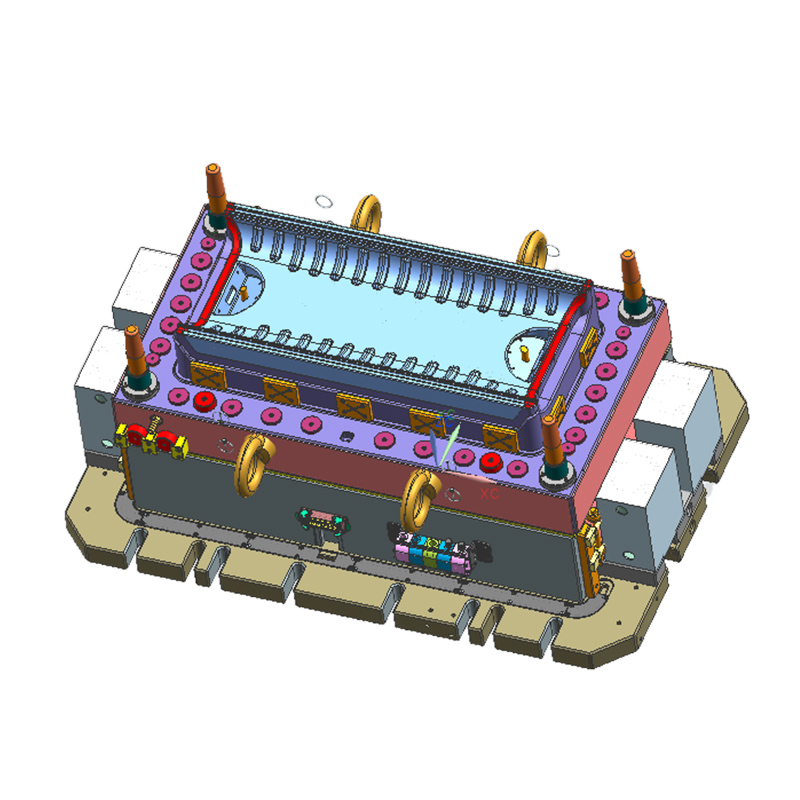
| Padrão de molde para componentes: | HASCO |
| Tamanho estimado do molde: | 1950x1175x900mm |
| Peso do molde: | 4360KG |
| Pressione o tamanho da máquina: | 850T |
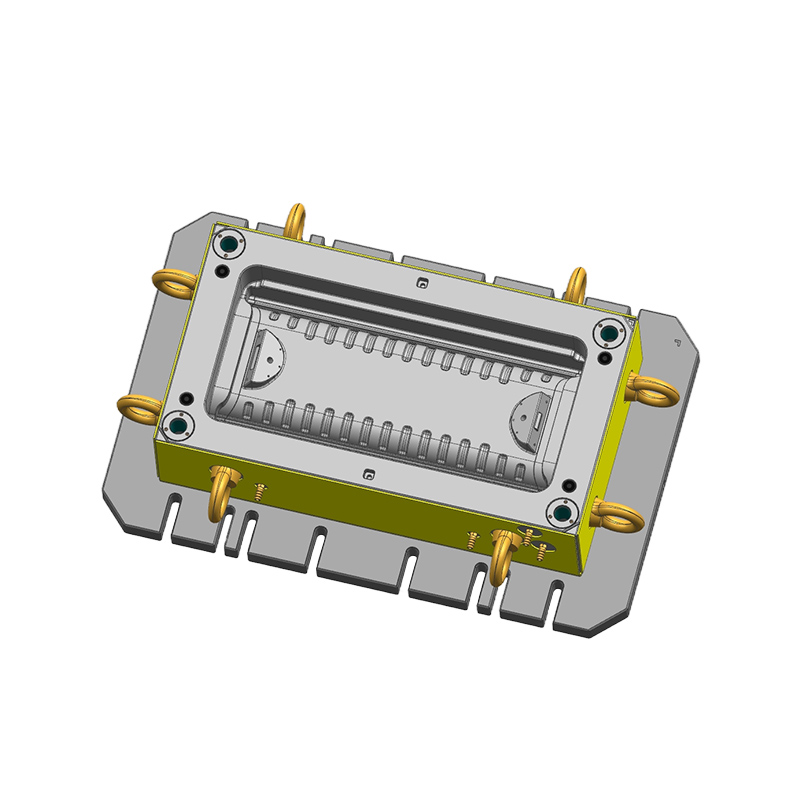
| Tempo de acabamento do molde: | 45 dias |
| Pacote: | Óleo antiferrugem, filme plástico e. Caixa de madeira forte ou palete. |
| Localização: | Taizhou, China |
| Tipo de Negócio: | Fabricante |
| MOQ: | 1 conjunto |
| Termos de negociação: | FOB &. CIF |
| Termos de pagamento: | TT &. L/C. Pré-pagamento de 30% antes da criação do projeto, pagamento de 30% após a amostra T1, 40% restante antes do envio do molde. |
1. Temperatura de moldagem
A temperatura de moldagem do SMC depende principalmente do tipo de resina e agente de cura. Para tornar a superfície interna do produto SMC lisa e organizada, é necessário que os moldes superior e inferior tenham uma certa diferença de temperatura, e a temperatura do molde superior seja geralmente 5 ~ 10 ° C maior que a do molde inferior.
2. Formando pressão
O tamanho da pressão de moldagem deve ser determinado de acordo com a forma do produto e as características do SMC utilizado. Quanto maior o grau de espessamento do composto de moldagem de folha, maior a pressão de moldagem necessária; quanto menor a fluidez, menor a área de moldagem e maior a pressão de moldagem necessária. 1. Para selecionar uma pressão de moldagem adequada. 2. Bom tempo de pressurização. 3.O alívio de pressão.
3. Tempo de manutenção da pressão
O tempo de retenção refere-se ao tempo de retenção e retenção da pressão sob pressão de moldagem e temperatura de moldagem. Sua função é curar completamente o produto e eliminar tensões internas, dependendo principalmente de dois fatores: Primeiro, o tempo de reação de cura do material de moldagem. O segundo é o tempo de condução de calor instável, ou seja, o tempo necessário para que a fonte de calor transfira calor para o centro da cavidade através do molde, de forma que a temperatura do material de moldagem no centro da cavidade atinja sua reação química temperatura. O tempo de espera deve ser considerado simultaneamente com a pressão e temperatura de moldagem. De acordo com vários fatores de influência, o tempo de embalagem é geralmente 0,8 ~ 1,2 min por mm de espessura.