English
English Español
Español Français
Français


| Nome do molde: | Molde de pára-choque de câmara quente |
| Material: | >PPEPDM< |
| Aço da cavidade do molde: | ASSAB 718H |
| Núcleo do molde de aço: | Euro P20 |
| Dureza do aço: | HRC 28 a 33 |
| Aço para cavidade e. Essencial: | S45c |
| Sistema de injeção: | Yudo Hot runner, 4 portas de ponta |
| Sistema ejetor: | pino ejetor |
| Tempo de ciclo: | 70~75 S |
| Vida útil do molde: | 1.000.000 vezes |
| Tamanho estimado do molde: | 2500*1250*1400mm |
| Peso do molde: | 17,6T |
| Tamanho da máquina de injeção: | 1800T |
| Tempo de acabamento do molde: | 110~120 DIAS |
| Tipo de conector da linha de resfriamento: | Engate rápido da SÉRIE DME NS350, conectado ao coletor principal de água pelo conector FST100 MS, excelente design do sistema de resfriamento. |
| Pacote: | Óleo antiferrugem, filme plástico e. Caixa de madeira forte ou palete. |
| Localização: | Taizhou, China |
| Tipo de Negócio: | Fabricante. |
| MOQ: | 1 Conjunto. |
| Termos de negociação: | FOB &. CIF |
| Termos de pagamento:
| TT &. L/C. |
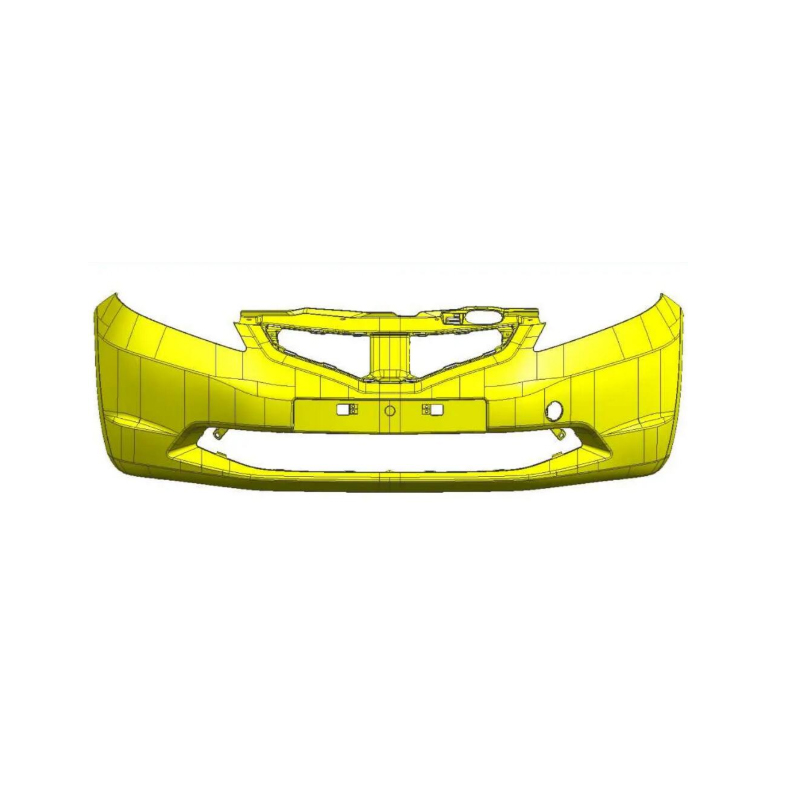
Material Para Pára-choques
Os materiais de um pára-choques costumam ter os seguintes requisitos: boa resistência ao impacto e boa resistência às intempéries. Boa aderência da tinta, boa fluidez, boa processabilidade e baixo preço. O material PP é um plástico de uso geral com excelente desempenho, mas o próprio PP tem baixo desempenho em baixa temperatura e resistência ao impacto, não é resistente à abrasão, envelhece facilmente e tem baixa estabilidade dimensional. Portanto, PP modificado é geralmente usado para a produção de pára-choques de automóveis. material. Atualmente, os materiais especiais para pára-choques automotivos de polipropileno geralmente usam PP como material principal, e uma certa proporção de borracha ou elastômero, enchimentos inorgânicos, masterbatches, aditivos e outros materiais são misturados e processados.

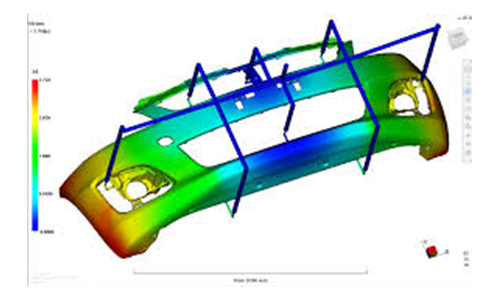
Análise de Fluxo de Molde
A análise de fluxo inclui as etapas de enchimento e embalagem do processo de moldagem por injeção.
Tempo de preenchimento: perfis de velocidade e tamanho do tiro (específico da máquina)
Tempo de congelamento: tempo para congelar o canal, a comporta e a peça Tempo e pressão de empacotamento: perfis de fase de empacotamento (específicos da máquina) Requisitos de ventilação Locais de linhas de solda Contração volumétrica: valores de contração para várias geometrias de peças Taxa de cisalhamento: taxas de cisalhamento geradas durante o enchimento e empacotamento Pressão em Mudança de V/P sobre pressão de injeção: taxas de pressão experimentadas durante o enchimento e embalagem Relatórios e resultados podem ser adaptados a solicitações específicas para solução de problemas de peças.